無論是手工編程還是自動編程,在編程前都要對所加工的零件進行工藝分析,擬訂工藝方案,選擇合適的刀具,確定切削用量。在編程中,對一些工藝問題(如對刀點,加工路線等)也需要做一些處理。因此,數控編程的工藝處理是一項十分重要的工作。
一.數控加工的基本特點:
1.數控加工的工序內容比普通機加工的工序內容復雜。
2.數控機床加工程序的編制比普通機床工藝規程的編制復雜。這是因為在普通機床的加工工藝中不必考慮的問題,如工序內工步的安排、對刀點、換刀點及走刀路線的確定等問題,在編制數控加工工藝時卻要認真考慮。
二.數控加工工藝的主要內容
1.選擇適合在數控上加工的零件,確定工序內容。
2.分析加工零件的圖紙,明確加工內容及技術要求,確定加工方案,制定數控加工路線,如工序的劃分、加工順序的安排、非數控加工工序的銜接等。設計數控加工工序,如工序的劃分、刀具的選擇、夾具的定位與安裝、切削用量的確定、走刀路線的確定等等。
3.調整數控加工工序的程序。如對刀點、換刀點的選擇、刀具的補償。
4.分配數控加工中的容差。
5.處理數控機床上部分工藝指令。
三.常用數控加工方法
1.平面孔系零件
常用點位、直線控制數控機床(如數控鉆床)來加工,選擇工藝路線時,主要考慮加工精度和加工效率兩個原則。
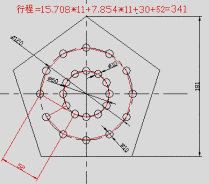
圖1
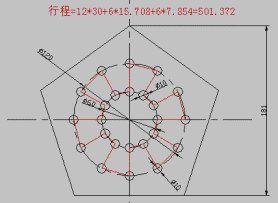
圖2
 圖3
圖3
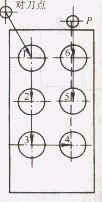
圖4
若考慮效率,則上述零件采用圖1的路線比圖2好,因為經過計算前者刀具空行程路線短。若考慮精度,則采用圖3的路線比圖4差,因為后者消除了反向間隙。
2.旋轉體類零件
常用數控車床或磨床加工。
(1)考慮加工效率:在車床上加工時,通常加工余量大,必須合理安排粗加工路線,以提高加工效率。實際編程時,一般不宜采用循環指令(否則,以工進速度的空刀太大)。比較好的方法是用粗車盡快去除材料,再精車。
(2)考慮刀尖強度:數控車床上經常用到低強度刀具加工細小凹槽。圖5的b采用斜向進刀,不宜崩刃,a則易崩刃。
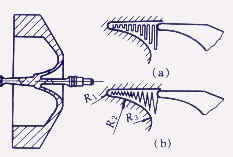
圖5
3.平面輪廓零件
常用數控銑床加工。應注意:
(1)切入與切出方向控制:圖6左圖的徑向切入,工件表面留有凹坑;右圖切向切入、切出,工件表面光滑。
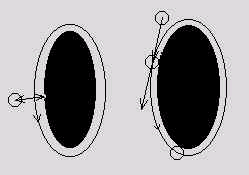
圖6
(2)一次逼近方法選擇:只具有直線和圓弧插補功能的數控機床在加工不規則曲線輪廓時,需要用微小直線段或圓弧段去逼近被加工輪廓(其誤差稱為一次逼近誤差),逼近時,應該使工件誤差在合格范圍同時程序段的數量少為佳。
4.立體輪廓零件
(1)考慮工件強度及表面質量:圖7b,該形狀的工件受力后,強度較a差,c的表面質量最好。
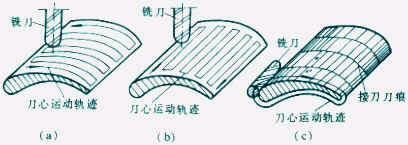
圖7
(2)考慮機床的插補功能:加工飛機大梁直紋扭曲面時,若加工機床三軸聯動,只好用效率較低的球頭銑刀;若機床為四軸聯動,則可以選用效率較高的圓柱銑刀銑削(圖8)。
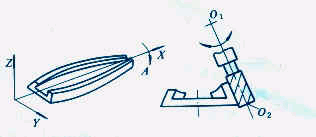
圖8
(審核編輯: 智匯胡妮)
分享



