-
文章提出了人機協同的車間制造模式的概念,指出基于無線通信的開放式數控系統在該模式中的重要地位,闡述了這種新型數控系統的體系結構。它主要由數控PDA 和機床控制器兩部分構成,它們通過藍牙無線通信技術進行信息交換,并采用Windows CE. NET和Visual Studio . NET作為開發平臺。最后討論了在基于Windows CE. NET的數控系統中,中斷控制驅動程序的數控系統開發問題。 [詳情]
-

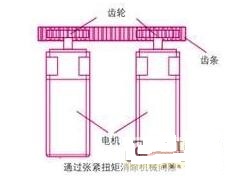
本文介紹了西門子數控系統雙電動機驅動消隙功能及原理,闡述了雙電動機驅動消隙功能在數控龍門鏜銑床上的應用方法。 [詳情]
-
軸一體結構零件是航空發動機中的關鍵件和重要承力件,該零件具有結構復雜、尺寸精度高、薄壁剛性差、材料難加工的特點,特別是其深腔結構敞開性極差,給切削造成極大困難。車銑復合加工數控技術以車銑復合數控機床為核心加工設備,設計最優工藝路線,配置合適的專用夾具,選型高性能的機夾刀具,采用軟件設計數控程序并進行仿真,優化走刀路線、細化加工參數,以實現抗疲勞制造為最終目標的數控加工技術。 [詳情]
-
本文通過制定合理的數控加工工藝方案,實現了中心承力筒的數控加工,有效保證了孔的加工精度和表面質量,提高了零件的加工效率。通過在 5 軸聯動數控加工中心上實際加工,證明該數控加工工藝切實可行。 [詳情]
-

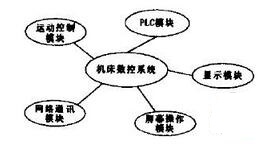
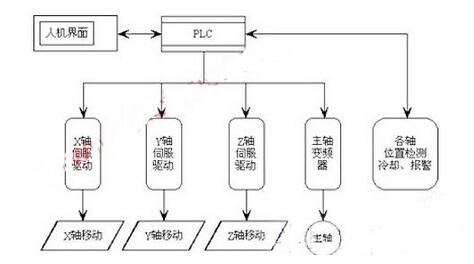
隨著我國科學技術的快速發展,數控技術也得到了不斷的提高。數控產業的發展使得數控系統的社會需求量逐步增加。我國傳統的機床控制系統一般采用硬件邏輯控制電路,不能夠確保機床的可靠性。PLC控制系統不僅具有較高的可靠性和經濟性,還能夠適用于機床的故障診斷系統。基于這一優勢,使得PLC空著系統在各類數控機床中得到了廣泛的應用。本文重點論述了基于PLC的數控銑床的設計與數控系統開發的相關問題。 [詳情]
-

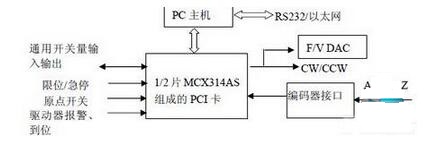
本文在探討了開放式數控系統的開放途徑的基礎上, 提出了一種運行在PC 機上, 基于DSP 的完全開放的數控系統, 闡述了這種數控系統的軟硬件結構及實現方法。 [詳情]
-

本文論述了基于PC的開放式數控系統,重點對(NC嵌入PC型開放式數控系統應用平臺、(NC和PC的通訊、應用軟件的編制進行了研究,這是構建(NC嵌入PC型開放式數控系統的關鍵問題。最后,開發了一個(NC嵌入PC型開放式數控系統實例。 [詳情]
-
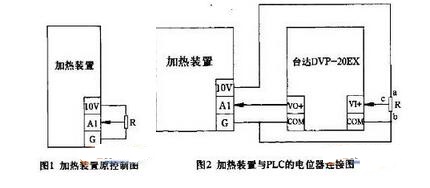
本文利用KND數控系統K1000M4i為控制軟件,與臺達DvP-20Ex的PLC連接,開發了一臺專用四軸數控銑床,KND數控系統作為上位機,用M指令控制PLC的模擬全的處理,保證了數控系統的多任務處理能力和實時性。該系統具有開發周期短、成本低,可靠性高.實時性強等特點。符合新一代數控系統的要求。 [詳情]
-
文章首先概述了數控系統的發展現狀,然后介紹了PMAC 多軸運動控制器的特點,設計了一套以PMAC 為核心,工業PC 為系統支撐,運行在Windows 平臺上的主從式開放式數控系統,并闡述了該系統的硬件結構和軟件設計。 [詳情]
-
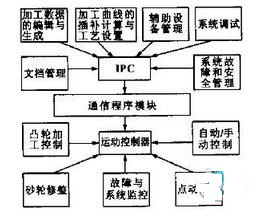
我國全自動數控凸輪軸磨床加工的凸輪軸精度往往達不到要求,故凸輪軸的加工主要依靠進口設備,但進口設備售價相當昂貴。 為此,開發了一套價格適中的高性能數控凸輪磨床控制系統。 本文著重從系統的硬件組成和軟件建模方面來進行分析,給出了高精度數控系統的實現方法。 [詳情]
-
并聯機床由于結構和工作空間極其復雜,在加工工件時經常出現各種干涉.以日本豐田工機公司的HexaM并聯機床為模型,討論了并聯機床的自己干涉、機床與工件的干涉、機床與周邊器械的干涉的檢查方法和回避方法.提出了在不修改刀具軌跡的情況下,通過調整工件的安裝位置來回避以上干涉的計算方法.最后通過實驗,證明了算法對于在實際加工前檢查可能出現的干涉,以及確定出無干涉的工件安裝位置是非常有用的。 [詳情]
-
本文從離心壓氣機的葉輪五軸數控加工工藝入手,分析離心壓氣機的葉輪五軸數控產生的多種加工誤差,并通過加工試驗來探討五軸數控加工技術的準確性、可行性。 [詳情]
-
文中介紹了基于工業PC 和專用DSP 運動控制技術的經濟型網絡化開放式數控系統。[詳情]
-
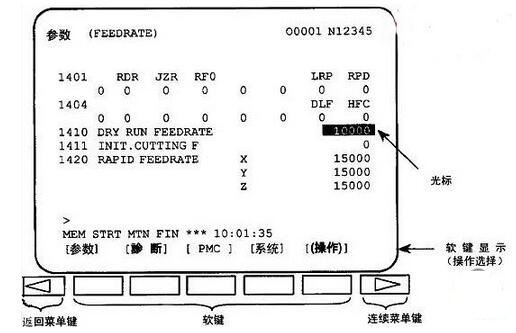
FANUC Oi-MA數控系統的參數按照數據的形式大致可分為位型和字型。其中位型又分位型和位軸型,字型又分字節型、字節軸型、字型、字軸型、雙字型、雙字軸型共8種。軸型參數答應參數分別設定給各個控制軸。 [詳情]
-
我國開發高功能數控系統主要是采用標準數控系統產品,開發時只需要編寫PMC 軟件,完成邏輯控制,驅動伺服軸實現進給準確定位即可,可選數控系統有FANUC、西門子等系統,該方案的優點是CNC 核心軟件及操作界面已由數控系統開發商完成,研制難度較低,缺點是數控內核對使用者是保密的,沒有自主知識產權,成本較高。 [詳情]



