-
過渡表面(同義詞:加工表面)----工件上由切削刃形成的那部分表面,它將在下一個行程,刀具或工件的下一轉里被切除,或者由下一個切削刃切除。[詳情]
-

高速切削已成為現代制造技術的一個主要發展方向。由于高速切削刀具的開發與應用直接影響高速切削的加工效率和加工質量,因此具有非常重要的意義。[詳情]
-

鋁活塞環槽精切加工過程中利用刀具兩側的副后刀面對環槽兩側面的熨壓(或擠壓) 是提高環槽兩側表面粗糙度的重要措施。[詳情]
-

材料、結構和幾何形狀是決定刀具切削性能的三要素,其中刀具材料的性能起著關鍵性作用。國際生產工程學會(CIRP)在一項研究報告中指出:“由于刀具材料的改進,允許的切削速度每隔10年幾乎提高一倍”。[詳情]
-

-

可轉位面銑刀普通形式面銑刀 適于銑削大的平面,用于不同深度的粗加工、半精加工。[詳情]
-

作為全球第三大管理軟件廠商,Infor正在展望更長遠的未來。成立十年以來Infor收購了數十家管理軟件公司,如今Infor希望能夠借助Infor10平臺,整合已有產品,為客戶帶來新一代企業軟件。[詳情]
-
本文對鈦合金TC4(Ti-6Al-4V)的線性摩擦焊進行了初步研究,分析了焊接工藝參數對熱輸入和焊接質量的影響,指出了線性摩擦焊飛邊的特點及其形成原因。[詳情]
-
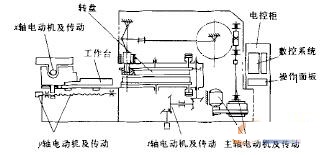
系統基于BECKHOFF提供的TwincAT平臺,采用軟PLC與PC相結合,通過對人機界面進行操作,經由I/O模塊反饋到PLC中,對輸入信息進行分析處理,從而達到信息交互和驅動各部件運作的目的,而人機界面設計則在Visual Studio.NET 2008中用C}}語言編程完成。[詳情]
-
將PLC應用于數控型角鋼生產線控制系統中,不僅提高了角姻生產線的加工精度和生產效率,而且片姻結構加工業所貢要的特殊數控系統的發展有若重要意義。[詳情]
-

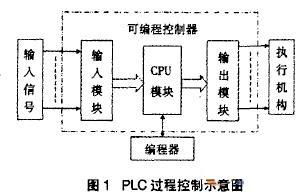
PLC作為信息科技革命與工業化觸合的產物,在工業環晚中的使用已經得到認可和推崇。PLC拉制設計在不司的工生生產中有著不同的應用,本文的主要內容魷足時PLC拉側設計在毅控二作臺中的使月進行分析和探討。[詳情]
-
本文通過研究傳統PLC對五軸數控銑床開關量的控制過程,遵循IEC61131—3標準分析并設計了軟PLC控制系統的構成,論述了運行系統各模塊的功能和具體實現方法,以及SERCOS—III在軟件化數控系統中的應用。最后,利用Visual C++開發了軟PLC運行系統仿真界面,通過實驗驗證,實現了對五軸數控銑床開關量的控制。[詳情]
-

全自動影像測量儀,是在數字化影像測量儀(又名CNC影像儀、其特征請參閱三年前所作《淺談數字化與手搖影像測量儀的區別》一文,此處不再詳述)基礎上發展起來的人工智能型現代光學非接觸測量儀器。[詳情]
-

2006年10月號的專欄中,我談了自己對“刀具選擇的效率原則和精度原則”的一些看法,今天想繼續就“穩定性原則”和“經濟性原則”談一談。 [詳情]
-

隨著汽車工業技術的不斷發展和進步,新材料、新工藝不斷涌現,在這些加工過程中選擇合適的切削液對于保證產品加工質量,提高加工效率,減少環境污染都是至關重要的。[詳情]



