-

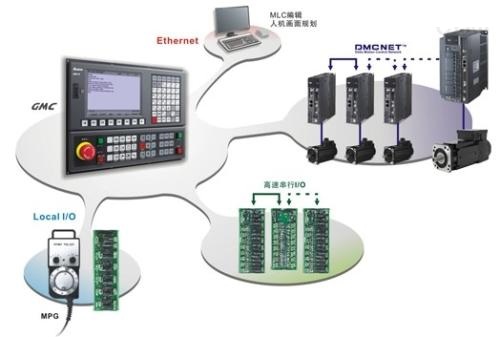
本文通過分析數控火焰切割機加工工藝的特點,開發了基于工業PC機和PMAC卡的數控火焰切割機數控系統,并對它的硬件和軟件設計作了詳細的論述,該數控系統已成功地應用于舊數控火焰切割機的改造中。 [詳情]
-

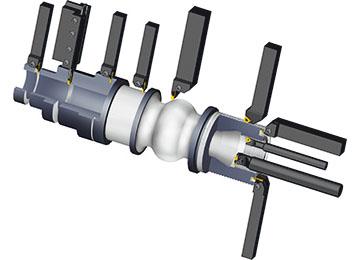
文章對曲線齒錐齒輪的數控加工工藝、數控仿真及實體加工進行研究,根據曲線齒錐齒輪的特點選擇合理的加工工藝,基于CimatronE8.5軟件設定曲線齒錐齒輪的加工工藝參數,再進行刀具軌跡模擬檢驗及程序后置處理,最后采用四軸三聯動的數控銑床進行曲線齒錐齒輪實體加工。對于損壞的未知參數的曲線齒錐齒輪采用數控加工的方法可以降低成本,同時還可滿足企業對曲線齒錐齒輪單件、小批量低成本制造的需求。 [詳情]
-

本文介紹了Pro/ENGINEER與MasterCAM 3D圖樣轉換、Pro/ENGINEER與 AutoCAD工程圖樣轉換實現的詳細步驟。 [詳情]
-

基于CAXA制造工程師2011軟件平臺,針對某一具體異形體零件,建立其三維模型,制定了加工策略,合理規劃刀具軌跡,再導入VERICUT軟件進行仿真加工,最后利用雙轉臺五軸聯動數控加工中心,一次裝夾完成了全部加工,經檢測完全滿足圖紙要求,從而進一步體現了五軸聯動數控加工中心在實際加工中的優勢。 [詳情]
-

文章通過一個典型零件的車銑加工,介紹了英國DELCAM公司PartMaker專業編程軟件的同步加工方法,加工過程表明運用這一方法可以縮短近40%的工時,進一步提升了產品加工效率,降低了生產成本,同時,也大大提高了設備的利用率。 [詳情]
-
隨著市場經濟的發展,企業競爭愈發激烈,要求企業必須縮短產品的開發周期、降低開發成本、提高產品質量,實現新產品的快速開發。企業要實現這一目標,必須改進傳統的產品設計方法,掌握計算機應用技術并應用于產品開發、制造,才能夠掌握市場的主動。 [詳情]
-

本文給出了Windows保護模式下攔截硬中斷的方法,在此基礎上提出了Windows平臺上開發數控系統軟件的基本思路,對于前后臺式數控軟件產品的更新具有實用參考價值。 [詳情]
-

CAXA制造工程師是一款集CAD/CAM功能于一體的軟件,本文結合該軟件自動編程的4個步驟,提出了奔馳車標零件的加工方案。詳細介紹了基于2013R2版環境下,該零件的設計與制造過程,重點研究了奔馳車標CAD幾何造型、生成刀具軌跡、后置設置、生成機床代碼等。簡要介紹了驗證數控編制程序的方法,其為一種基于仿真軟件下的虛擬機床加工。研究表明,依據CAD/CAM編程過程,可實現復雜零件的自動編程,為初學CAD/CAM軟件的人員提供了參考。 [詳情]
-
宏程序在數控加工中得到了廣泛的應用,以華中世紀星HNC-21T數控系統為例,介紹了宏程序與粗車復合循環指令G71相結合車削橢圓的兩種方法,由此可以推廣到其它諸如拋物線、雙曲線等非圓方程曲線的加工。 [詳情]
-
本文以一個典型葉輪加工的案例詳細介紹了PowerMILL軟件在葉輪四軸加工中的應用,利用該軟件可以以形象直觀的方式實現對葉輪零件的編程,可以將過切與干涉等不安全因素消除在機床加工之前,對于保證NC程序的正確性具有重要意義,為廣大用戶編制四軸程序提供了盡可能多的經驗和參考。 [詳情]
-

本文介紹了三軸數控銑削加工的走刀方式和進刀方式。 [詳情]
-

文章以數控銑削中最常用的自動編程軟件NX為例,介紹了三軸數控銑削加工的進刀方式與應用,并對不同類型的進刀方式如何選擇作了針對性的說明和總結,通過分析NX中各種進刀方式的缺點和優點,使其在實際編程加工中可以提高加工效率和質量并使刀具的壽命延長。 [詳情]
-

在數控銑床或數控加工中心中,由于數控系統有刀具補償功能,可按工件輪廓尺寸進行程序編制。建立、執行刀補后,數控系統會自動計算,刀位點自動調整到刀具運動軌跡上。直接利用工件尺寸編制加工程序,刀具磨損時可重磨刀片(此時需根據實際情況適當調整刀具補償值)或更換刀具,而加工程序不變,因此使用簡單、方便。 [詳情]
-

OEM軟件是為設計人員提供的進行人機界面二次開發的工具。設計人員可根據用戶需求設計出功能靈活多樣,畫面豐富的應用程序。因此它應當在專用機床,專用控制系統中有著廣泛的應用空間。 [詳情]
-
一個完善的PLC程序不僅能使機床正常運行,還要讓人看起來一目了然,既為自己調試提供方便,還能幫助維修人員查找故障和分析原因。下面就XH756B系列臥式加工中心配SIEMENS802D數控系統時,在自動換刀過程中機械手的編程技巧作一介紹。 [詳情]



