-
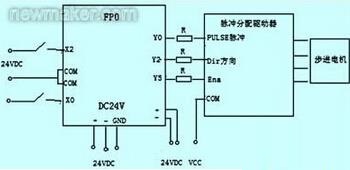
隨著紡機裝備技術進步,步進與伺服電機運動控制系統的應用越來越廣泛,其功能多樣性和產品可靠性日臻完善,正在逐步取代原來的普通電機。而且隨著可編程控制器技術的日益成熟,將二者完整地結合起來,完成對各種復雜運動的自動控制,實行機電一體化,正在成為一種趨勢。[詳情]
-
本文通過對物料搬運機械手裝置結構與功能的介紹,給出了PX2N-32MR型PLC在機械手控制中的應用實例,重點分析了基于PLC的機械手控制系統組成,并詳細論述了以PLC為核心對步進電機和伺服氣缸進行綜合控制的軟,硬件實現方法。[詳情]
-
plc控制軋鋼生產設備時,設備中的壓力、溫度、液位、行程數字及操作按鈕等數字量傳感器與plc的輸入端子相連,每個輸入端子在plc的數據區中分配有一個“位”,每個“位”在內存中為一個地址。[詳情]
-

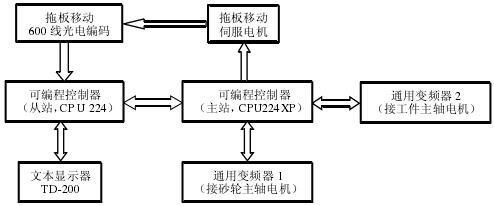
本文基于840D和PLC 探討和分析了數控加工中心控制系統的實現。著重論述了PLC對分度頭的控制,PLC 對多主軸的控制以及PLC 實現對刀庫中刀具的識別與選刀。[詳情]
-

本文基于CAE分析軟件——ANSYS Workbench的結果,結合疲勞裂紋擴展壽命理論,研究了基于ANSYS Workbench計算結果裂紋疲勞的分析方法。 [詳情]
-

借助CAD軟件減小覆蓋件模具的圓角時,容易出現圓角面變形質量差、處理效率低等問題。為此,提出了一種基于面面創建圓角的圓角自動減小算法,通過自動檢索圓角、查找面邊、延長面、面面倒圓角、變半徑圓角等系列算法,實現了圓角面的自動批量減小處理,并在國產CAD軟件SINOVATION的基礎上進行了研發,大大提高了圓角設計效率。通過在車門型面圓角減小案例中的應用,表明該算法可以提高圓角減小的效率和變形后圓角面的質量,滿足了模具企業高效、靈活的模具型面設計需要。 [詳情]
-
"本文介紹了SIEMENS公司S7-300PLC在直流電機電流監視系統中的應用。對電流監視系統方案的形成、實施及應用效果進行了詳細說明,并給出了今后的改進和發展方向。" [詳情]
-

"闡述了可編程序控制器(PLC)在當今集散型控制系統(DCS)中發揮著越來越大的作用,并分析了PLC今后的發展趨勢。" [詳情]
-

文章以FANUC 0i MC數控系統為研究對象,采用分析系統梯形圖與實際加工功能的方式,采用PMC信號、指令與編程加工宏程序相互結合的方法,來取得實際功能的運用。文中詳述了用PMC控制數控系統實現斷點定位,并通過指令調用宏程序實現再次重新定位的方法。這種方法完全可以使用在FANUC數控系統中,以按鍵操作和指令編程的方式對操作者的要求較低。目前階段得出的結果表明此方法對于數控系統加工功能的開發很有實際使用價值,具有廣闊的推廣意義。 [詳情]
-

隨著計算機技術、微電子技術以及數字化通信技術的飛快發展,可編程序控制器(西門子S7400H PLC)產品結合類計算機產業中最先進的技術手段以及電氣自動化控制的重要理論,在其性能指標及功能上進一步完善并豐富,打破了傳統的西門子S7400H PL概念,在電氣控制領域的發展范圍越來越大。[詳情]
-

西門子Sinumerik 808D總線版 或 808D ADVANCED最終用戶深度測試
西門子數控系統近幾年已經形成了以 Sinumerik 808D、828D和840D為代表的全系列產品,可以滿足機床用戶和最終用戶的絕大部分需求。[詳情]
-

本文針對大功率電機啟動困難問題,根據異步電機串電阻啟動原理,采用液態電阻,設計了一種基于PLC的液態電阻軟啟動裝置;為了實現恒流啟動特性,提出分段線性化液態電阻的思想;該裝置由用戶設定啟動電流、啟動時間,裝置自動完成液態電阻動態變化的計算及物理實現;闡述了系統構成、工作原理及其性能特點;仿真實驗結果表明了該液態電阻軟啟動裝置的有效性。[詳情]
-

本文闡述了單頭螺桿泵轉子的數學模型,轉子形線方程式的建立,以及利用CNC數控加工中心加工轉子的過程。 [詳情]
-
本文介紹了基于西門子公司的 S7—200 型可編程控制器的軋輥磨床電氣自動控制系統的設計、組成、簡單原理以及在設計調試過程中采用的特殊解決方案。實踐證明該系統簡單、可靠、易于安裝調試和維護,具有較高的使用價值。[詳情]
-
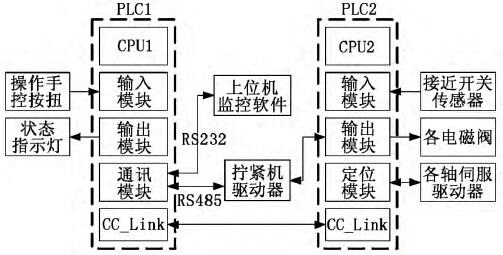
本文主要介紹了自動取蓋和封蓋機械手的技術實現,研究了軌跡規劃、數據通訊、軟件開發等關鍵技術。該機械手能夠進行手動、自動兩種方式的操作,實現了在無人條件下取、封桶蓋的過程,使危險環境下的作業變為可能。系統通過雙PLC和運動控制模塊實現伺服驅動和過程控制,通過上位機實現整個過程的監測。[詳情]



