-
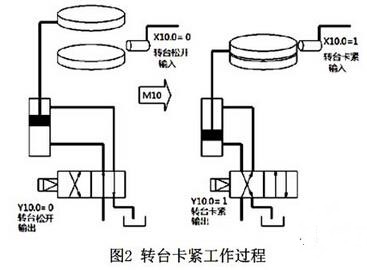
FANUC系統(tǒng)數(shù)控機(jī)床M―FIN報(bào)警的分析與處理
CNC(Computer Numerical Control,即計(jì)算機(jī)數(shù)控機(jī)床數(shù)控系統(tǒng))的輔助功能(M功能)在CNC機(jī)床上主要執(zhí)行的動(dòng)作包括:機(jī)床冷卻系統(tǒng)的啟停,工件和機(jī)床部件的夾緊、松開,主軸的正反轉(zhuǎn)及停止,分度工作臺(tái)的轉(zhuǎn)位,選刀、換刀,測(cè)量系統(tǒng)的執(zhí)行等。[詳情]
-

FANUC數(shù)控系統(tǒng)數(shù)控機(jī)床誤差過大報(bào)警處理
數(shù)控機(jī)床編碼器、光柵尺、反饋電纜伺、服放大器、伺服電機(jī)或傳動(dòng)機(jī)構(gòu)出現(xiàn)故障時(shí)往往系統(tǒng)會(huì)觸發(fā)誤差過大報(bào)警,如FANUC系統(tǒng)的410#報(bào)警和411#報(bào)警。[詳情]
-

3D打印技術(shù)的快速發(fā)展已經(jīng)對(duì)某些傳統(tǒng)行業(yè)造成了一定的影響甚至沖擊。隨著3D打印技術(shù)的更新迭代,這種影響將會(huì)日益深遠(yuǎn)。[詳情]
-

松下Fp0-32 PLC的熱封機(jī)的數(shù)控設(shè)計(jì)
熱封制袋普遍應(yīng)用在產(chǎn)品包裝、食品藥品包裝等領(lǐng)域。因其快速不污染被包物且節(jié)省成本而得到快速發(fā)展。本文針對(duì)熱封中出現(xiàn)的不足,采用松下Fp0-32 位可編程邏輯控制器的數(shù)控技術(shù)對(duì)熱封機(jī)生產(chǎn)工序進(jìn)行精確設(shè)計(jì),在不同外界環(huán)境下,制定出合理的熱封溫度、壓力和時(shí)間的上下限。最終開發(fā)出更高效、更合理的熱封方法。[詳情]
-

對(duì)主流數(shù)控系統(tǒng)在實(shí)踐工作中的認(rèn)識(shí)
當(dāng)前,西門子(SIEMENS)與發(fā)那科(FANUC)都是很好的數(shù)控系統(tǒng),占據(jù)了大多數(shù)的數(shù)控系統(tǒng)市場(chǎng),都為中國的數(shù)控機(jī)床業(yè)的發(fā)展做出了貢獻(xiàn)。[詳情]
-
根據(jù)數(shù)據(jù)受干擾性質(zhì)及干擾后果的不同,采取的軟件對(duì)策各不相同,沒有固定的模式。對(duì)于實(shí)時(shí)數(shù)據(jù)采集系統(tǒng),為了消除傳感器通道中的干擾信號(hào),在硬件措施上常采取有源或無源RLC網(wǎng)絡(luò),構(gòu)成模擬濾波器對(duì)信號(hào)實(shí)現(xiàn)頻率濾波。[詳情]
-

本文以某物流控制中的機(jī)械手控制為例,分析了plc與步進(jìn)驅(qū)動(dòng)裝置的控制方法,本系統(tǒng)涉及的主要硬件是s7-200plc和sh-2h057步進(jìn)驅(qū)動(dòng)器。[詳情]
-
根據(jù)過程控制系統(tǒng)的特點(diǎn)及不同生產(chǎn)工藝過程控制要求,應(yīng)用不同的控制系統(tǒng)才可以既安全可靠又經(jīng)濟(jì)高效地完成生產(chǎn)任務(wù)。目前,國內(nèi)先進(jìn)的大、中型過程控制系統(tǒng)基本上以采用PLC和DCS為主。[詳情]
-
根據(jù)系統(tǒng)的控制要求,確定系統(tǒng)所需的全部輸入設(shè)備(如:按紐、位置開關(guān)、轉(zhuǎn)換開關(guān)及各種傳感器等)和輸出設(shè)備(如:接觸器、電磁閥、信號(hào)指示燈及其它執(zhí)行器等),從而確定與三菱PLC有關(guān)的輸入/輸出設(shè)備,以確定PLC的I/O點(diǎn)數(shù)。[詳情]
-

一般來說,對(duì)于初次使用PLC的用戶或者是用于控獨(dú)立設(shè)備(單機(jī)控制)的場(chǎng)合,配套日本產(chǎn)的PLC產(chǎn)品,相對(duì)來說性能價(jià)格比有一定的優(yōu)勢(shì),入門也較容易。對(duì)于系統(tǒng)規(guī)模較大、網(wǎng)絡(luò)通信功能要求高、開放性好的分布式PLC控制系統(tǒng),遠(yuǎn)程I/O控制系統(tǒng),歐美生產(chǎn)的PLC可以為網(wǎng)絡(luò)通信功能的發(fā)揮提供一定的便利。當(dāng)然,產(chǎn)品的技術(shù)支持與服務(wù)、價(jià)格等因素也是選擇PLC時(shí)所必須考慮的問題。[詳情]
-
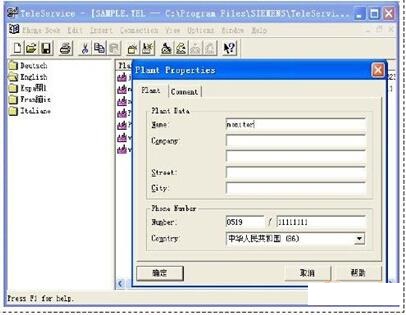
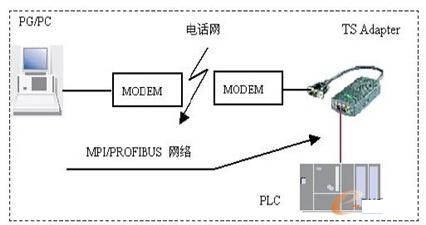
遠(yuǎn)程連接西門子PLC進(jìn)行故障診斷的方法及其應(yīng)用
實(shí)踐證明,PLC產(chǎn)品的大多數(shù)故障的原因,都是在制造過程中產(chǎn)生的。而在制造過程中,要保證產(chǎn)品的可靠性與穩(wěn)定性,最重要的就是產(chǎn)品測(cè)試,只有通過完整和全面的測(cè)試,才能發(fā)現(xiàn)產(chǎn)品中的問題,再給予解決。[詳情]
-
近些年來,隨著我國的電力、電器行業(yè)的迅猛發(fā)展,對(duì)材料提出了新的技術(shù)要求,帶動(dòng)了銅加工行業(yè)的加工工藝的進(jìn)步。我們參與完成了銅加工設(shè)備中名為“無氧銅桿連鑄機(jī)組”的關(guān)鍵設(shè)備的電控系統(tǒng)的開發(fā)生產(chǎn)。[詳情]
-
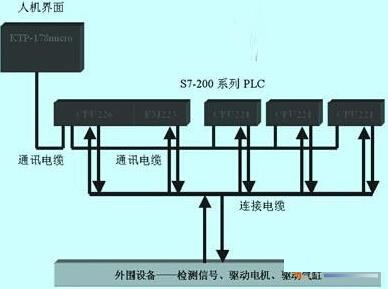
PLC及人機(jī)界面在砂帶刮毛機(jī)上的應(yīng)用
本文介紹了人機(jī)界面與兩臺(tái)PLC通訊,在砂帶生產(chǎn)線刮毛機(jī)上的應(yīng)用。 在人機(jī)界面上設(shè)定運(yùn)行數(shù)據(jù)通過PLC高速輸出來控制步進(jìn)電機(jī),以調(diào)整刮刀與坯布間的工作間隙。[詳情]
-
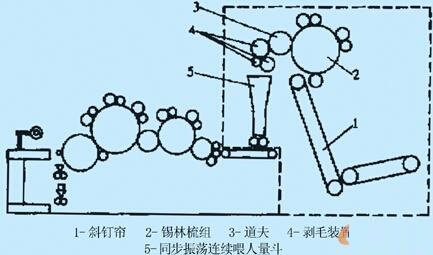
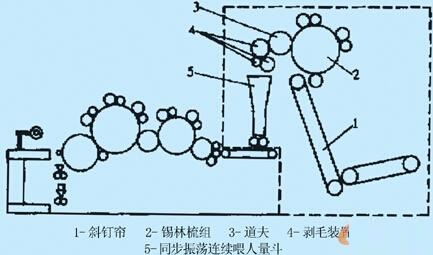
PLC和步進(jìn)電機(jī)在梳理機(jī)改造中的應(yīng)用
以PLC和步進(jìn)電機(jī)為主構(gòu)成的數(shù)字式兔毛梳理機(jī)控制系統(tǒng)的研制成功,為兔毛梳理機(jī)在生產(chǎn)與應(yīng)用環(huán)節(jié)的工藝參數(shù)的調(diào)整,提供了保障。采用本控制系統(tǒng)的兔毛梳理機(jī)各項(xiàng)指標(biāo):適紡原料范圍:兔毛(高比例);條干重量不勻率:1.5%;生條可紡支數(shù):8~60公支;脫毛量:1~mg/100cm2;兔毛制成率≥95%;出條定重:0.125~1g/m;臺(tái)時(shí)產(chǎn)量:0.3~2kg/h。此外,系統(tǒng)具有控制精度高、操作簡(jiǎn)單、運(yùn)行平穩(wěn)、無噪音等優(yōu)點(diǎn)。[詳情]
-
PLC應(yīng)用在焦處理控制系統(tǒng)中應(yīng)用
鋼鐵行業(yè)煤化工廠焦處理工藝存在著操作點(diǎn)多,設(shè)備分布比較松散的特點(diǎn),在滿足工藝要求的前提下,盡量減少勞動(dòng)定員和勞動(dòng)強(qiáng)度,是自動(dòng)化工程技術(shù)人員的課題。隨著信息技術(shù)和網(wǎng)絡(luò)通訊技術(shù)的飛速發(fā)展,充分利用自動(dòng)化及網(wǎng)絡(luò)技術(shù)就可以得到解決。[詳情]
- 1SIMATIC PCS neo:面向未來的DCS557353
- 2世界機(jī)器人大會(huì)國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)178064
- 3中國機(jī)器人產(chǎn)業(yè)發(fā)展報(bào)告(2019)177259
- 42019世界機(jī)器人大會(huì)圓滿落幕176237
- 5世界機(jī)器人大會(huì)國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)173124
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167494
- 7基于工業(yè)互聯(lián)網(wǎng)平臺(tái)上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議159666
- 8亞馬遜的智能物流倉儲(chǔ)系統(tǒng),離我們有多遠(yuǎn)?134386
品專題")
升級(jí)")

器人與智能制造")