-

本文介紹了CAM軟件及其目前的應用現狀,并以某進口品牌3D激光切管機和針對某激光切割機開發的國產2D激光切割排版軟件為例介紹了CAM軟件的主要的功能。 [詳情]
-

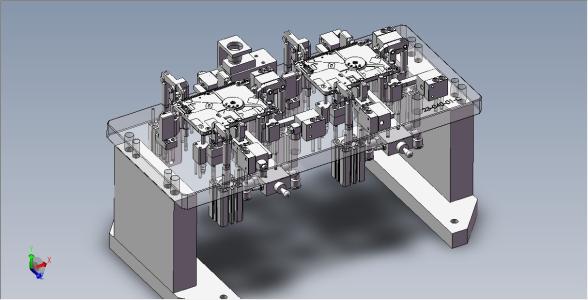
文章介紹了某型機零伴加工方案由類似零件的多次翻面加工創新為一次翻面加工完成的全過程,主要涉及工藝方案的論證,變形的控制,加工難點的解決。 [詳情]
-
本文通過在實際生產制造過程中對等高加工和爬面加工,兩種不同開粗方式的跟蹤與對比,總結出等高層切對模具生產的生產制造上的促進作用。 [詳情]
-

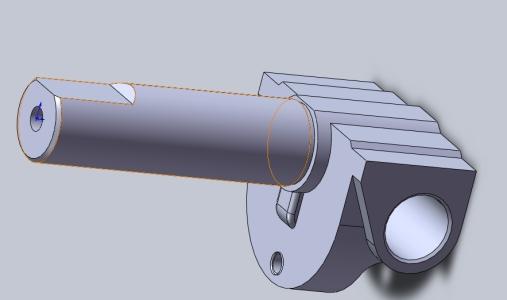
刀具產生徑向跳動是鏜、銑削加工生產中比較常見的問題。如果對其不加以有效防止,則不僅會影響到工件的加工精度(特別是鏜削內孔表面時的加工精度)、表面質量,同時也會影響到刀具的壽命和生產率。因此,我們必須對刀具產生徑向跳動的原因加以分析、研究,進而采取有效措施加以防范。通過對機械加工生產企業鏜、銑削加工中所采用的具體加工工藝方法、切削工藝參數和所使用的機床、夾具、刀具等方面的觀察、了解和分析研究,我們找到了刀具產生徑向跳動的主要原因,并且為操作者提供了解決問題的具體辦法與措施,從而有效解決了這個普遍感[詳情]
-

顯示器、觸摸屏、終端-這些人機界面似乎無處不在。它們中的很多比二十年前的按鈕和開關還要小,而且功能已經非常復雜,可以幫助管理和運營進行控制,并為其提供信息。[詳情]
-

為解決翼面結構參數化設計的問題,研究了翼面結構各組成元件的個數、位置、截面尺寸參數化描述的方法。文章基于這些參數研究如何通過CATIA二次開發方式自動生成翼面結構三維圖以及從總體模型獲取機翼外形參數。在對翼面結構參數化描述的基礎上,應用Visual Studio環境下CATIA二次開發技術,結合VB和C++語言混合編程,實現翼面結構的參數化設計。 [詳情]
-

CAXA制造工程師是集CAD、CAM于一體的軟件,現已廣泛應用到數控加工領域。本文以可樂瓶底的凹模型腔為例,主要闡述了復雜曲面從造型設計到刀徑軌跡生成、加工仿真和G代碼的生成等一體化的解決方案,來實現高效優質的數控加工。 [詳情]
-

本文以五軸聯動加工的典型零件葉輪為例,結合UG NX軟件,主要闡述了整體葉輪的數控加工工藝流程規劃、數控加工編程等。并在MIKRON UCP800 Duro五軸聯動加工中心上進行加工。該加工方案合理,為類似零件的加工提供了思路和參考。 [詳情]
-

本文介紹了一種刀具磨床上料機構,主要用于刀具磨床的硬質合金棒料裝卸,適用于批量生產。具有高精度、高效率及高穩定性等優點。 [詳情]
-
系統提出應用高速切削技術在模具制造中的一些關鍵技術,包括高速切削加工機床的選購、CAD/CAM的選用,走刀路徑規劃等加工工藝的確定。 [詳情]
-
該薄壁零件型腔復雜,設計基準多、幾何公差精度高、特征多,為最大限度地減輕質量,設計采用厚1mm局部為0.3mm的薄壁,并且在1mm的隔筋處增加安裝凸耳(見圖1),這種設計在加工時剛度差,在切削力的作用下,易產生加工變形及零件與刀具的共振現象,造成壁厚上薄、下厚、尺寸超差及其表面顫紋的現象。[詳情]
-
本文針對門五金件孔槽數控加工時多次裝夾、多工序、多工位以及加工精度差、效率低等問題,從門五金件孔槽的結構特點及數控加工原理出發,分析門五金件孔槽數控加工機床夾具設計要求,提出一種新的門五金件孔槽數控加工夾具設計方法。該夾具系統能夠實現木門全自動定位夾緊,且一次裝夾可完成門五金件孔槽數控加工。該方法提高了加工精度、生產效率,對實現門五金件孔槽數控加工的規模化具有重要意義。 [詳情]
-

本文分析了現行五軸聯動數控加工編程標準ISO6983對數控系統刀具半徑補償和刀具長度補償功能支持的不足,提出一種刀具半徑補償向量模式的編程方法,以主軸頭旋轉類型的五軸數控機床為例說明了五軸加工中實現刀具補償的方法。 [詳情]
-
本文基于Pro/ENGINEER平臺,研究了NC模塊的工藝處理和規范以及建立刀具數據庫的方法,并通過靈活應用建立起的刀具數據庫等功能,快速提高了編程效率。 [詳情]
-

Delcam軟件具有豐富的三維曲面造型設計、數控加工編程等功能,可以極大地提高模具的設計水平和加工質量,從而滿足模具行業不斷增長的具體要求。 [詳情]



