-

本文分析了PLC系統的主要干擾源,并介紹相應的抗干擾措施。 [詳情]
-

可編程控制器(PLC)是一種新型的通用自動化控制裝置,它將傳統的繼電器控制技術、計算機技術和通訊技術融為一體,具有控制功能強,可靠性高,使用靈活方便,易于擴展等優點而應用越來越廣泛。 [詳情]
-
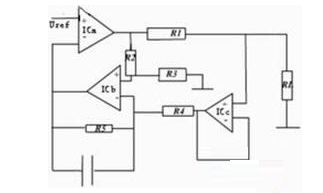
本文采用SPCE061A單片機作為數控直流電流源的主控部件,通過巧妙的軟件設計與簡易可靠的硬件電路相配合,實現了輸出電流可預置、可步進調整、輸出電流信號可直接顯示和語音提示等功能。系統采用了閉環控制方案,將實際輸出的電流值通過精密電阻采樣反饋,經PID算法修正實際輸出值,提高了電流源的輸出精度和穩定性。 [詳情]
-

DNC 分布式數字控制( DiSTributed Numerical Control) , 是以計算機技術、通訊技術、數控技術等為基礎, 把數控機床與上層控制計算機集成起來, 從而實現數控機床的集中控制、管理, 以及數控機床與上層控制計算機間的信息交換。它是現代機械加工企業實現設備集成、信息集成、功能集成的一種新方法, 是制造自動化的重要模式, 也是實現CIMS 等集成制造系統的重要組成部分。 [詳情]
-

直流穩壓電源是各種電子設備不可缺少的組成部分,廣泛用于教學、科研、各種終端設備和通信設備中,其作用是把交流電轉換成滿足一定性能的直流電供給電子設備的其他部件使用。某電子設備不僅要求其供電電源具有良好的性能,還要求運行時電源的輸出電壓值由程序可控。這種情況下,用模擬電路方法無法實現。針對此種應用需求,可采用可編程邏輯器件FPGA(Field Programmable Gate Array)來實現這一功能:以32位嵌入式NIosⅡ軟核為處理器,將其嵌入FPGA中運行相應的控制程序,從而實現一個基于Nios II的高精度數控直流穩壓電源。與傳統的數控[詳情]
-

一般來說,數控 插銑技術一直是粗加工應用領域中的一種加工方法。在采用現代技術進行粗加工的過程中,可以有很多種方法完成對一個工件的粗加工,包括從使用普通方法的"Z”水平加工(采用低進給速度,切削深度大)到高速/高進給方法(采用切削深度小,高進給速度)加工。 [詳情]
-

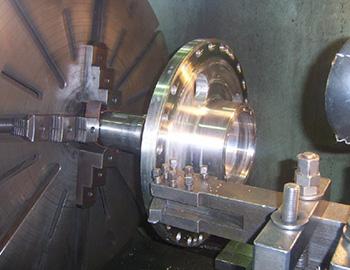
復合加工是機械加工的發展方向之一,也是數控設備發展的一個主要方向。在多種復合加工領域中,車銑復合加工是目前發展最完善的一個領域。在國內外的各種展會上,我們可以看到很多機床廠家紛紛推出此類設備作為高端設備的展示內容。 [詳情]
-

根據數控車削加工工件的幾何外形和成形特點,為了簡化仿真計算,提出了將7]具體簡化表示為刀具體輪廓多邊形。建立了機床、刀具、工件和夾具等二維車削加工場景的幾何模型。在實際應用中,仿真加工系統具有較好的真實感和動畫仿真以及良好的獨立性。 [詳情]
-

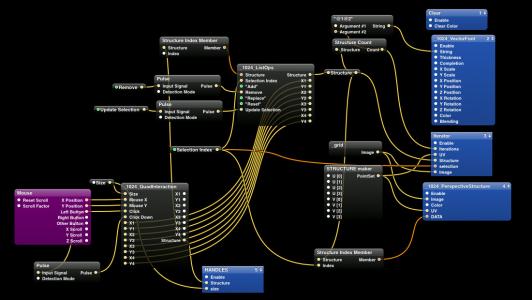
文章針對傳統伺服驅動軟件開發的通用性、擴展性差的問題,首次引入嵌入式組件技術,對伺服驅動軟件進行可重構設計。并通過可重構示例、測試和分析,說明設計的合理性和可行性。文章對伺服驅動產品開發和控制類產品研究具有指導意義。 [詳情]
-
本文以數碼相機前蓋注塑模為倒,根據塑件結構特點進行工藝分析,采用UG/Moldwizard模塊進行模具設計,并運用UG/CAM模塊對相機前蓋的型芯進行了仿真模擬加工。通過實例分析表明,模具設計與制造的一體化應用,縮短了模具設計與制造的周期,提高了生產效率。 [詳情]
-
為了解決機床數控系統對大容量數控程序的處理,開發了基于PC機的DNC傳輸軟件.該軟件采用MSComm控件和流量控制技術,結合豐富的通信參數選項,實現了數控機床的DNC工作方式,經測試其在FANUC數控系統上或通信協議相同的其它廠商的數控系統上均能正常運行,這大大提高了該軟件的通用性。 [詳情]
-

本文針對手工倒角勞動強度高、加工效率低的現狀,開發了一臺自動倒角機,采用基于PLC的控制系統,對倒角工序進行順序控制,實現連續循環加工,以提高生產效率。該系統可對細長棒料兩端同時倒角,并且可以通過觸摸屏設定工件直徑和切削量,以滿足不同直徑工件的倒角要求。利用光電開關準確感應工件的位置,通過相關的控制程序自動補償工件長度誤差和送料定位誤差,從而實現快速、高效與高精度的倒角。 [詳情]
-

本文闡述影響PLC控制系統穩定的干擾因素,從設備選型、硬件配置、軟件設計等方面提出一些系統抗干擾的措施。 [詳情]
-

近幾年,我國制造業技術發展很快,經濟型數控機床,已經成為了我國廣大企業設備投資的重要組成部分。下面以C618車床為例,介紹數控機床電氣控制系統的PLC設計的具體步驟及方法。 [詳情]
-

CAD/CAM技術是一項利用計算機幫助人們完成產品的設計與制造的新技術,它是計算機技術在零件生產中綜合應用的新飛躍,為機械工業提供了強有力的技術支持。[詳情]



