-
CAXA軟件在硯臺(tái)創(chuàng)新設(shè)計(jì)中的應(yīng)用
文章闡述了用CAXA制造工程師(以下簡(jiǎn)稱CAXA-ME)2013和CAXA線切割XP軟件制作硯臺(tái)的過(guò)程。CAXA軟件具有集成數(shù)據(jù)接口、幾何造型、加工軌跡生成、加工過(guò)程仿真檢驗(yàn)和數(shù)控加工代碼生成等一整套面向復(fù)雜零件和模具的數(shù)控編程功能。首先,利用該功能,對(duì)設(shè)計(jì)有深刻寓意的足形硯臺(tái)進(jìn)行加工,但是,CAXA-ME不能接受掃描出的圖形文件,因而使用CAXA線切割XP的位圖矢量化功能,將該文件進(jìn)行矢量化處理,處理好格式轉(zhuǎn)換后,再導(dǎo)入到CAXA-ME中;然后,利用CAXA-ME的浮雕功能,進(jìn)行彌勒佛圖像雕刻,增加了該設(shè)計(jì)的藝術(shù)性;最后,分別將修改好的NC程序?qū)?/span>[詳情]
-

數(shù)控銑削加工中刀具半徑補(bǔ)償?shù)挠嘘P(guān)問(wèn)題
刀具半徑補(bǔ)償是數(shù)控銑削加工中的常用功能,本文就數(shù)控銑削加工中刀具半徑補(bǔ)償?shù)慕⒑腿∠⒌毒甙霃窖a(bǔ)償量的指定和計(jì)算方法、刀具半徑補(bǔ)償功能的應(yīng)用等進(jìn)行了介紹。 [詳情]
-

自動(dòng)換刀系統(tǒng)是數(shù)控加工中心的重要組成部分。本文分析了自動(dòng)換刀系統(tǒng)的原理, 介紹了采用PLC對(duì)其進(jìn)行控制的方法。[詳情]
-

RS-485網(wǎng)絡(luò)在數(shù)控機(jī)床聯(lián)網(wǎng)中應(yīng)用
RS-485網(wǎng)絡(luò)是一種能提高抗干擾能力、適合遠(yuǎn)距離傳輸?shù)拇型ㄐ欧绞剑陔娏ο到y(tǒng)及工業(yè)自動(dòng)化中有廣泛應(yīng)用。詳細(xì)介紹了利用RS-485網(wǎng)絡(luò)建立計(jì)算機(jī)與數(shù)控機(jī)床通信聯(lián)網(wǎng)方案,同時(shí)給出RS-485/RS-232接口轉(zhuǎn)換器設(shè)計(jì)及利用C++ Builder實(shí)現(xiàn)串行通信軟件設(shè)計(jì)方法,可為電力系統(tǒng)自動(dòng)化設(shè)備中的串行通信提供參考。 [詳情]
-

數(shù)控加工中刀具射頻識(shí)別技術(shù)的實(shí)現(xiàn)
文章詳細(xì)介紹了射頻識(shí)別技術(shù)在數(shù)控加工中刀具識(shí)別的應(yīng)用。首先介紹了整個(gè)系統(tǒng)的硬件構(gòu)架,其中主要包含兩個(gè)接口:工控機(jī)與射頻讀寫模塊之間的接口,射頻讀寫模塊與存儲(chǔ)刀具信息的射頻卡之間的接口。而后在系統(tǒng)的軟件實(shí)現(xiàn)里,給出了工控機(jī)與射頻讀寫模塊間實(shí)現(xiàn)通信的具體編程方法;而射頻讀寫模塊與射頻卡之間通信功能的實(shí)現(xiàn)通常由其生產(chǎn)廠家提供, 文章以Phllips 公司的mifare one 卡和通信協(xié)議ISO14443 TYPE - A為例,介紹了mifare one 卡的存儲(chǔ)結(jié)構(gòu)以及它如何支持該協(xié)議從而實(shí)現(xiàn)與射頻讀寫模塊間的通信。至此就可以完成加工現(xiàn)場(chǎng)的刀具信息在整[詳情]
-

基于PCI總線運(yùn)動(dòng)控制卡的開(kāi)放式圓柱凸輪數(shù)控加工系統(tǒng)的開(kāi)發(fā)
基于PC的開(kāi)放式數(shù)控系統(tǒng)是目前發(fā)展的方向,傳統(tǒng)的封閉式數(shù)控系統(tǒng)(NC) 已經(jīng)逐漸被開(kāi)放式數(shù)控系統(tǒng)所替代。文章通過(guò)對(duì)數(shù)控系統(tǒng)的發(fā)展趨勢(shì)以及圓柱凸輪加工方法、輪廓軌跡創(chuàng)成原理的介紹,給出了一種運(yùn)行在PC 機(jī)上、基于PCI 總線運(yùn)動(dòng)控制卡、用VC ++ 6. 0 語(yǔ)言開(kāi)發(fā)的開(kāi)放式圓柱凸輪數(shù)控加工系統(tǒng)。并詳細(xì)闡述了該數(shù)控系統(tǒng)的硬件結(jié)構(gòu)組成與原理,對(duì)軟件系統(tǒng)中的各個(gè)功能模塊進(jìn)行了詳細(xì)的分析論述。 [詳情]
-
在模具制造中,三維型面的加工一直是一個(gè)難點(diǎn)。在傳統(tǒng)的加工中,三維型面一直采用大量的研修來(lái)實(shí)現(xiàn),這樣就必然影響模具的質(zhì)量和加工效率。如果能將型面三維造型和數(shù)控加工技術(shù)相結(jié)合,就能夠大大提高工作效率和模具質(zhì)量。 [詳情]
-

柔性制造系統(tǒng)數(shù)控單元的調(diào)度方法
柔性制造系統(tǒng)(FMS)的數(shù)控單元層調(diào)度,按先到先加工、最短時(shí)間規(guī)劃(STP)和最小松弛度(LLD)生產(chǎn)調(diào)度原則對(duì)計(jì)劃進(jìn)行排序。通過(guò)工藝信息獲得完成該條計(jì)劃的資源和設(shè)備類型,計(jì)算該型設(shè)備的現(xiàn)有負(fù)荷,將計(jì)劃指定到負(fù)荷最小設(shè)備上。每增加一條計(jì)劃要重新計(jì)算設(shè)備負(fù)荷,直到安排完所有設(shè)備的月執(zhí)行計(jì)劃止。 [詳情]
-

Windows環(huán)境下數(shù)控軟件實(shí)時(shí)控制的實(shí)現(xiàn)
本文探討了在Windows 環(huán)境下精確時(shí)間實(shí)現(xiàn)數(shù)控軟件實(shí)時(shí)控制的方法,并以實(shí)現(xiàn)M0I 功能為例,介紹了在VisuaIC + + 中用多線程和事件同步的方法解決實(shí)時(shí)控制中存在的問(wèn)題。 [詳情]
-
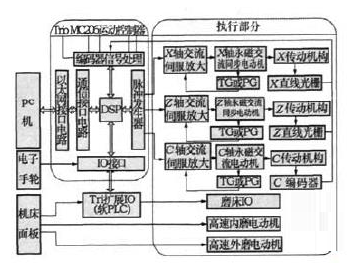
三菱形磨床開(kāi)放式數(shù)控軟件開(kāi)發(fā)研究
本文針對(duì)傳統(tǒng)三菱形磨床數(shù)控系統(tǒng)專用化和不易擴(kuò)展等缺點(diǎn)。提出一種基于"口C(工控機(jī))+TRIO運(yùn)動(dòng)控制器”硬件平臺(tái)的開(kāi)方式數(shù)控系統(tǒng)軟件設(shè)計(jì)方案。采用前后臺(tái)型軟件設(shè)計(jì)思想。開(kāi)發(fā)管理層程序和控制層程序,并詳細(xì)闡述控制層三菱形曲線插補(bǔ)模塊、控制器多任務(wù)模塊、內(nèi)嵌式PLC模塊軟件設(shè)計(jì)的關(guān)鍵技術(shù)與實(shí)現(xiàn)方法。實(shí)踐證明,所開(kāi)發(fā)的數(shù)控系統(tǒng)在三菱形磨床上運(yùn)行穩(wěn)定可靠。在實(shí)際應(yīng)用中具有重要意義。 [詳情]
-
PLC控制設(shè)計(jì)在數(shù)控工作臺(tái)中的應(yīng)用研究
PLC作為信息科技革命與工業(yè)化觸合的產(chǎn)物,在工業(yè)環(huán)晚中的使用已經(jīng)得到認(rèn)可和推崇。PLC拉制設(shè)計(jì)在不司的工生生產(chǎn)中有著不同的應(yīng)用,本文的主要內(nèi)容魷足時(shí)PLC拉側(cè)設(shè)計(jì)在毅控二作臺(tái)中的使月進(jìn)行分析和探討。 [詳情]
-
基于Windows 2000下開(kāi)放式數(shù)控系統(tǒng)軟件的開(kāi)發(fā)
基于PC機(jī)和Windows操作系統(tǒng)的開(kāi)放式數(shù)控系統(tǒng)是數(shù)控技術(shù)的大勢(shì)所趨。文章首先介紹了數(shù)控機(jī)床的發(fā)展歷程,并分析傳統(tǒng)數(shù)控系統(tǒng)不足和基于PC的開(kāi)放式數(shù)控技術(shù)的優(yōu)點(diǎn)的基礎(chǔ)上,論述了基于Windows2000 操作系統(tǒng)下,開(kāi)放式數(shù)控系統(tǒng)軟件的研究和開(kāi)發(fā)過(guò)程。重點(diǎn)闡述了在Microsoft Visual C ++ 下系統(tǒng)人機(jī)交互界面的設(shè)計(jì)、工控PC 機(jī)控制運(yùn)動(dòng)控制卡的接口軟件模塊、PC機(jī)與主軸控制變頻器的RS485 串行口通訊軟件模塊的的編寫,同時(shí)給出了主要程序代碼。該數(shù)控系統(tǒng)現(xiàn)在已經(jīng)在調(diào)試之中,并且達(dá)到了預(yù)期的加工精度和效果。 [詳情]
-

機(jī)床數(shù)控軟件化結(jié)構(gòu)體系
本文提出了一種新的機(jī)床數(shù)控軟件化的體系結(jié)構(gòu)及其相關(guān)技術(shù).該結(jié)構(gòu)體系將數(shù)控機(jī)床運(yùn)動(dòng)控制與工藝性能控制分離,分別由兩個(gè)基于PC的控制器控制,其軟件具有獨(dú)立于硬件的性質(zhì),而且運(yùn)動(dòng)控制的軟件是通用的給出了該結(jié)構(gòu)體系下通用的數(shù)控機(jī)床運(yùn)動(dòng)控制基本軟件模塊.工藝性能控制 一種玫瑰線銑削加工為例.表明在本技術(shù)支持下,機(jī)床數(shù)控具有獨(dú)立于具體硬件的軟件化結(jié)構(gòu)體系。本技術(shù)將直接支持工藝性能完全不同的機(jī)械制造設(shè)備的開(kāi)發(fā),如可 用于銑床、車床等通用金屬切削機(jī)床的數(shù)控化,也可以用于開(kāi)發(fā)齒輪和復(fù)雜曲面加工的專用數(shù)控設(shè)備,還可支[詳情]
-

【12月-北京】西門子PLC+WinCC技術(shù)培訓(xùn)班通知!
智匯工業(yè)聯(lián)合ITPT教育工程將分期舉辦“西門子PLC+WinCC技術(shù)培訓(xùn)班”,第1期:2017年10月21日-10月25日; 第2期:2017年11月18日-11月22日;第3期:2017年12月16日-12月20日。[詳情]
-

在經(jīng)歷了幾十年起起伏伏的發(fā)展后,人工智能終于開(kāi)始為公司企業(yè)帶來(lái)實(shí)實(shí)在在的價(jià)值了。近日,麥肯錫發(fā)布了報(bào)告指出,新進(jìn)入人工智能領(lǐng)域的公司將學(xué)習(xí)到早期進(jìn)入這一領(lǐng)域的巨頭在投資以及創(chuàng)造價(jià)值上面的豐富經(jīng)驗(yàn)。 [詳情]
- 1SIMATIC PCS neo:面向未來(lái)的DCS557211
- 2中國(guó)機(jī)器人產(chǎn)業(yè)發(fā)展報(bào)告(2019)177146
- 3世界機(jī)器人大會(huì)國(guó)際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)176835
- 42019世界機(jī)器人大會(huì)圓滿落幕176123
- 5世界機(jī)器人大會(huì)國(guó)際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)172997
- 6格力開(kāi)始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167390
- 7基于工業(yè)互聯(lián)網(wǎng)平臺(tái)上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議158426
- 8亞馬遜的智能物流倉(cāng)儲(chǔ)系統(tǒng),離我們有多遠(yuǎn)?133131
品專題")
升級(jí)")

器人與智能制造")