-

這些通信方法雖然在一定程度上實現了數控機床的聯網,但在應用中它們或多或少地存在一些不足。為了提高數控機床聯網控制系統的可集成性和滿足實時調度功能,筆者提出了基于工業以太網的數控機床聯網控制系統。 [詳情]
-

本文針對目前PIC梯形圖編輯軟件中梯形圖存儲結構的復雜和不足,本文基于面向對象的方法,采用二叉樹和雙向鏈表相結合的數據結構來描述梯形圖功能單元及其拓撲關系,并提出了相應的轉換算法,然后簡化為只含有功能單元的模型.使后續的指令表轉換得到簡化。這種模型結構簡單、通用性強、易于用C++語言實現,在PLC梯形圖編輯軟件中應用效果良好。 [詳情]
-

本文闡述了一種基于PLC技術的龍門式精密油壓機電氣控制設計,它采用可編程控制器為控制核心,分析了精密油壓機動作流程,PLC控制系統軟、硬件設計,給出了PLC接線圖和部分梯形圖精密直線位移傳感器、模擬輸入模塊、GP系列觸摸屏的使用,為提高龍門式精密油壓機系統性能,降低故障率,提高生產效率提供了有力的保障。 [詳情]
-

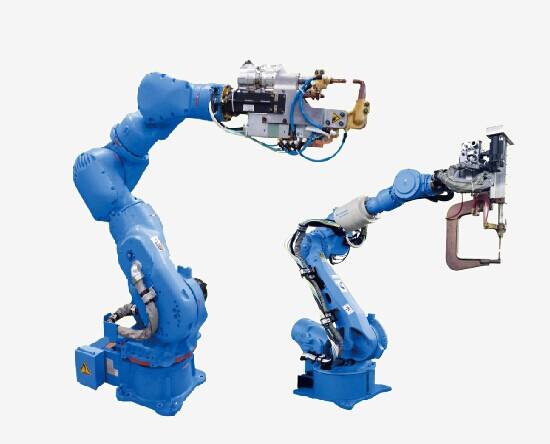
本文介紹了西門子ST--200PLC對機械手的加減速控制方法.首先介紹了系統的現有功能和特性,通過改變對伺服電機驅動器的控鑭來實現對機械的精確定位。該系統具有占用PLC接口少、可靠性膏的特點-適用于教學實踐和工業應用。 [詳情]
-
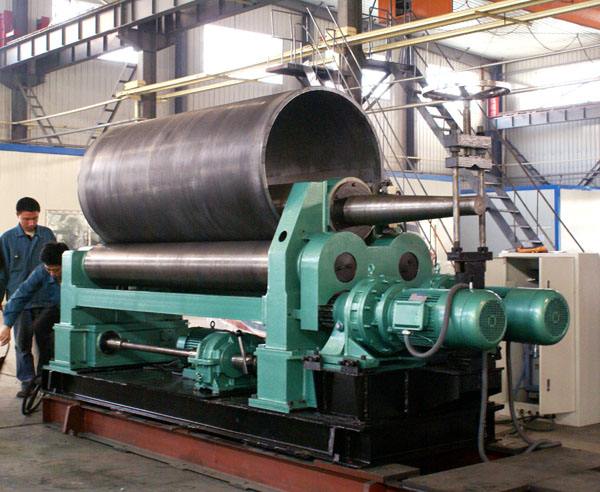
本文闡述了一種由西門子S7—300PLC、I/O模塊、計數器模塊、力控HMI軟件、位置傳感器以及其他電氣控制元件組成的卷板機控制系統。該系統自動化程度高、穩定性好、操作維護方便。 [詳情]
-

PLC在工業生產中應用非常廣泛。本文首先對PLC控制系統進行分析,并建立了一種通用故障模型;然后采用FTA(Fault Tree Analysis)方法對控制系統進行分析,確定控制系統的薄弱環節,依據通用故障模型構建了基于PLC的故障診斷系統。 [詳情]
-

本文分析了鏈式刀庫系統的運行過程,設計了一種基于PLC的自動換刀景統。利用三菱FX1N-40MT小型PLC輸出指定數量的高速脈沖來驅動刀庫的伺服電機;帶動鏈式刀庫旋轉并定位。利用PLC控制電磁閥的作用,繼而控制氣缸的運動,實現了對刀具和刀套的翻轉。重點介紹了刀庫運行過程中刀具的定位、刀套的翻轉及機械手換刀的控制。 [詳情]
-

數控切割機床應用于裝備制造業、工程機械制造業、船舶制造業等多種機械制造行業,在機械制造規模生產中,原來的切割設備存在著加工效率低、操作調整麻煩等問題,應用可編程控制器來進行綜合控制,在實際中較好得解決數控切割機在控制操作上存在的問題。該文就是基于PLC控制在數控切割機床上的電氣實現進行了探討。 [詳情]
-

本文設計了一種以德國西門子公司的微型可編程序控制器(PLC)為核心的控制系統,以替代組合機床上原有的繼電控制線路.實現了對組合機床控制系統的改造。分析了系統的硬件及軟件設計,提供了主要的硬件原理圖和軟件程序。 [詳情]
-

隨著我國經濟的高速發展,能源(水、電、油)的消耗在企業中所占的比重越來越高,也受到愈來愈大的重視。[詳情]
-

本文通過分析實際生產過程中數控機床PLC模塊出現的一些故障,基于PLC模塊的故障表現的形式,本文提出了診斷與排除PLO模塊的故障的方法。實踐證明,利用這些方法有利于維修效率的極大提高。 [詳情]
-
本文首先對國內現狀的手動打包機進行分析, 對其可改造性進行評估, 最后定下可行性的改做方案。根據方案, 設計工作狀態流程圖, 力求在最經濟的情況下達到最終的控制要求。工作狀態流程圖包括各個使用的機械結構, 該機械結構都通過PLC進行控制, 從而確定所選用的尸PLC型號及其配 [詳情]
-

本文采用FX2N系列PLC為控制器,MCGS觸摸屏為人機界面,采用編碼器、比例電磁閥技術,設計了一套壓力、行程可調的四柱裁切機控制系統。 [詳情]
-

本文介紹了用FX系列可編程控制器設計的油缸專用深孔鏜床上、下料機械手的電氣控制系統, 包括硬件設計、軟件設計兩個方面。 [詳情]
-

在棉紡織企業廣泛使用噴氣織機的情況下,空壓站建設是一項重要的輔助工程。在天津紡織園區所有空壓站配備的主要設備為離心式空氣壓縮機、冷凍式空氣干燥器,通過儲氣罐、連接管道和閥門等組成壓縮空氣供氣系統,并配套冷卻系統、儀表空氣系統,計算機檢測系統,以實現空壓站為生產一線保證不同壓力、不同負荷的用氣需求。在此前提下確保合格的供氣品質,滿足穩定的氣源壓力,自動調節供氣流量等是空壓站自動控制的基本任務。 [詳情]



