-

從數控機床增效、工藝優化的角度入手,對數控刀具管理業務流程、存在問題、關鍵技術環節、信息系統建設、企業應用實踐等方面內容進行說明,闡述數控刀具管理解決方案,強調圍繞數控刀具業務深入開展刀具應用知識管理和刀具業務協同的重要意義。 [詳情]
-

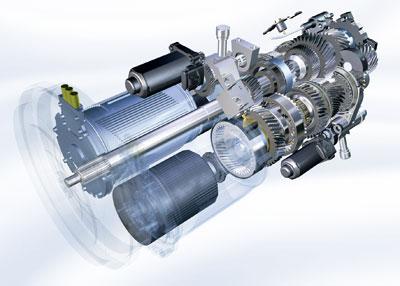
數控機床的進給速度已從80年代的16m/min到現在的24~40m/min,主軸轉速也從2500r/min上升到現在6000~40000r/min,機床結構也從敞開型向封閉型轉變。[詳情]
-
本文以某系列升降機中B型聯軸器為例,在分析其加工工藝基礎上,根據多工序加工對數控加工機床設備與夾具裝置的要求,提出用夾具的柔性化替代機械零件多工序加工依賴于數控機床的高柔性,從而解決目前企業實際生產問題。基于西門子A7-200PLc編制程序控制氣動夾具,給出夾具控制流程圖,定義I/0口,編制梯形程序生成語句表,并成功調試。該夾具的成功開發,為實際生產中制定同類機械零件的加工工藝方案和進一步實現程序控制氣動夾具融入到數控機床中的柔性制造系統提供參考。 [詳情]
-

本文論述了高速加工技術應用于模具制造的優點及當前存在的問題。總結了高速加工對刀具路徑要求。以飛輪殼凹模高速數控加工程序編制為例,詳細介紹了利用Cimatron E7.0軟件編制模具高速加工程序的方法。提出了利用設計模具編程模板解決當前某些問題的方法。編程模板在模具數控加工中的應用,實現了CAPP與CAM編程的一體化操作和信息的有效集成,幫助工藝人員快速、精密地完成零件的加工制造,并且不僅使加工效率大大提高,還使模具表面質量更佳,使用壽命更長。 [詳情]
-

葉輪是典型的通道類曲面零件,不同加工方法所獲得的加工精度和表面質量對葉輪的使用性能有很大影響。文中對整體葉輪加工工藝進行了分析,確定了數控五軸機床加工葉輪的工藝流程,并使用UG.60 軟件特有的可變輪廓銑削功能對加工刀路進行了編程,并進行了刀路軌跡仿真。 [詳情]
-

4+1加工工藝比5軸加工效果更好,刀具壽命、切削時間和工件表面粗糙度等均能夠得到一定改善。[詳情]
-
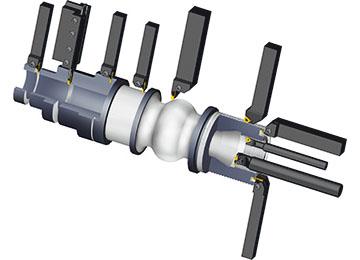
切屑控制攸關每個工廠的生死存亡,切削刀具業最關心的問題就是如何始終如一的保持延性鋼(例如SAE 1018、1020和8620)的斷屑能力并且很好的控制毛刺。[詳情]
-

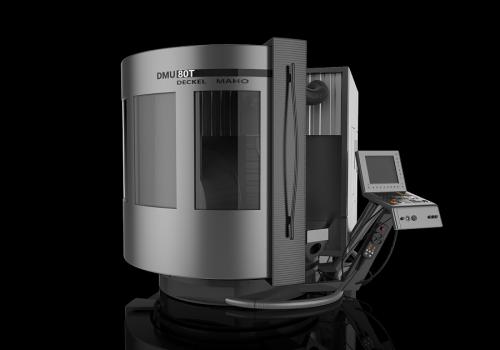
數控機床是在普通機床的基礎上發展起來的,由于它具有良好的柔性、高的加工精度和穩定性、能加工復雜零件、減輕了工人的勞動強度和易于實現現代化管理等一系列優點,目前在機械制造行業中得到了廣泛的應用。 [詳情]
-

數控機床對于我國的零件的加工以及工業的發展做出了十分重要的作用,液壓系統作為數控機床的重要結構之一,但是由于數控機床的液壓系統缺少相應的維護工作,由于液壓系統的故障對數控機床的加工工作造成了十分嚴重的影響。[詳情]
-

三相交流伺服電動機應用廣泛,但通過長期運行后,會發生各種故障,及時判斷故障原因,進行相應處理,是防止故障擴大,保證設備正常運行的一項重要的工作。[詳情]
-

利用單片機對直流穩壓電源進行控制,改善了電源的性能,[詳情]
-

本文闡述以西門子840D數控系統為開發平臺,通過VB開發特殊的系統界面,利用VC編制出與西門子數控系統相聯系的語言動態鏈接庫、西門子數控系統提供的VB、VC接口,實現特殊的界面及加工方法,嵌入到西門子數控系統這一OEM軟件設計的全過程,開發出能滿足特殊控制需求的全數控凸輪軸磨床OEM軟件。 [詳情]
-
-

五軸聯動數控加工技術不僅代表著一個機械制造企業的發展水平,更代表著一個國家機械制造工業的發展水平。[詳情]
-
曲面加工中非常典型的電吹風凹模零件加工為例,以MasterCAM系統為加工平臺,對零件特點進行分析,對加工難點提出了策略,規劃了加工工藝,解決了復雜曲面的加工,取得了良好的加工效果。 [詳情]



